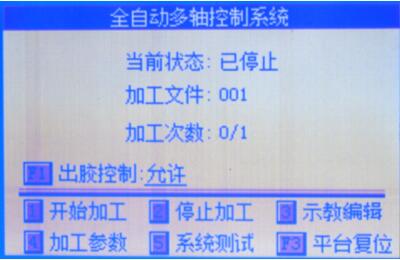
主界面
F1是運行狀態中,隨時可以關閉/打開膠槍的快捷鍵。
此界面是示教盒的主界面,相當于Windows系統中的桌面。操作總是從此界面開始,當操作完成后,又回到此界面,進行加工控制。按〈3〉鍵進行示教編輯。
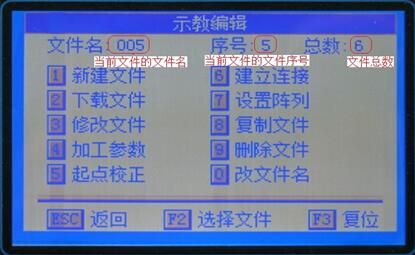
新建文件
在示教編輯界面下按〈1〉鍵可以新建一個文件。當按下〈1〉鍵時,系統會彈出界面提示“請復位工作臺”,而且必須復位工作臺才能新建文件。
復位完成后,自動進入程序編輯界面,開始示教輸入程序過程。
文件生成時,系統會為其分配唯一的文件序號。分配序號過程中,系統總是由最低的1號文件開始往上查找,直到找到最小的一個、并且該序號未被文件占用(即沒有該序號的文件)時,以該序號為文件序號。文件建立成功后,系統會根據文件序號為該文件生成一個默認的文件名,默認的文件名就是三位數的文件序號,如1號文件的默認命名是001。
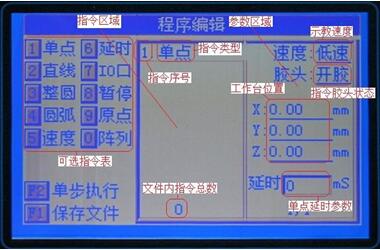
在示教編輯界面按〈1〉鍵成功新建一個文件或按〈3〉修改文件時,進入程序編輯界面。在程序編輯界面里,用戶可以完成各種圖形及相關控制的示教編程工作。
界面每頁只能顯示8條指令,當文件內指令總數大于8條時,需要分頁顯示。此時按〈翻頁〉鍵可以向后翻頁。
編輯單點
按〈1〉鍵可以輸入單點圖形。輸入后系統自動進入指令參數修改狀態,用戶使用方向鍵將工作臺移動到指定位置,按〈ENT〉確認指令輸入(按〈切換〉鍵,將進入坐標輸入模式,可以直接輸入坐標或修改起點延時,輸入后再按〈ENT〉確認指令輸入)。
編輯陣列
為提高用戶的示教編程效率,方便復雜規則工件的編程,在程序編輯界面引入了指令陣列功能。
JD2000示教盒里包含有兩種陣列功能,分別為文件陣列和指令陣列。文件陣列功能在示教編輯界面生效,作用是以文件為單位進行陣列,陣列產生的加工文件內容無法修改,而且對行列數量沒有一定的限制。而指令陣列功能在程序編輯界面生效,作用是以圖形或控制指令進行陣列,陣列產生的內容可以進行任意的修改,包括陣列中插入新指令、修改或刪除陣列指令;對行列數量有限制,要求陣列產生的指令數不能超出文件大小的限制。
如下圖示,工件1上有成陣列排列的20個圓;工件2上有成陣列排列的19個圓,但與工件1相比,工件2在A位置上的是一個正方形。
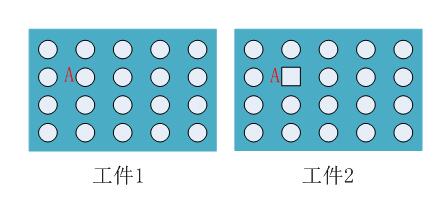
選擇編程方式時,對于工件1,有兩種方式,一是先編輯一個圓,單獨形成一個文件;然后對文件進行一次4行5列的文件陣列。二是先編輯一個圓,然后對園使用一次4行5列的指令陣列,直接在一個文件內產生20個圓。但在工件2進行編程時,必須使用指令陣列,因為A區域位置的不是一個圓,而是一個正方形。對工件2進行編程時,先編輯一個圓,對圓進行一次4行5列的指令陣列產生20個圓;然后在文件中找到位于A位置的圓,將其刪除,接著在原位置插入一個正方形即可。
利用文件陣列和指令陣列結合的方式,可以快速對復雜規則圖形進行編程,如下圖示,一個夾具上有4個工件,每個工件由規則排列的19個圓和一個正方形組成。
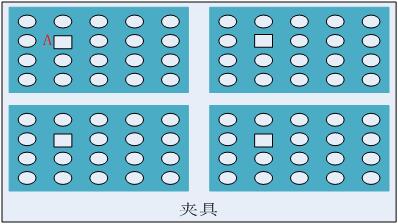
在上圖工件的程序編輯中,先如上述方式利用指令陣列功能,編輯一個工件的程序文件。文件保存后返回到示教編輯界面,再利用文件陣列功能,對工件文件進行一次2行2列的文件陣列即可。
單步執行
單步執行用于在程序編輯初步完成后,單獨對各圖形的精度及準確性進行檢查。單步執行的對象是圖形或控制指令,而不是圖形的單個指令。如對一個圓任意一個關鍵點進行單步執行時,系統會默認對整個圖形進行單步操作,工作臺將運行一個圓個軌跡。可以進行單步的圖形或控制指令包括單點、直線、整圓、圓弧、速度、延時、IO口、原點。對速度指令進行單步操作時,系統會記錄該指令的速度值,并下傳至控制卡,等到下一運動指令時,將使用此速度值。對所有可以進行單步操作的圖形及控制指令進行單步操作時,都會有和文件執行有同樣的效果。故單步執行功能可以嚴格的檢查程序的正確性。
利用光標鍵將光標停留在希望單步執行的指令上,按下〈F2〉鍵即可對該圖形或控制指令進行單步運動。同時系統彈出界面提示“單步執行中,請等待”,此時不能進行任何操作,直到單步執行結束。單步執行結束后,系統自動返回到指令輸入狀態,并且光標跳到下一圖形或控制指令的第一條指令處。
保存文件,返回到示教編輯。
編輯加工參數
在示教編輯界面按〈4〉,進入加工參數界面。
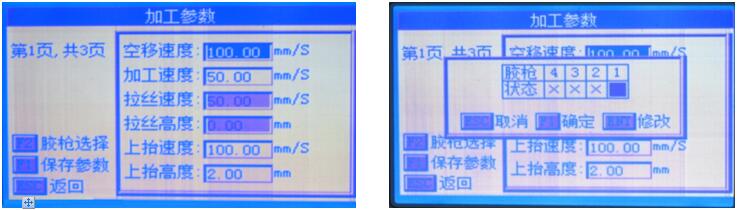
在界面內輸入相關參數后,按F1保存參數。按F2選擇膠槍,進入“加工參數”。
* 選擇膠槍1(×變成√),按F1保存。
* 返回示教編輯,按“2”下載程序。
* 返回主界面,按F3復位平臺。
* 將出膠控制改為禁止,按“開始加工”。檢查軌跡。
* 確認軌跡正確后,將出膠控制改為允許,開始生產。